

部分区域订单满500
免运费
当前位置:首页 > 技术支持
全部产品
工业软管
高压油管
模具软管
塑料软管
复合软管
金属软管
测压软管
硅胶管
生物制药
工业接头
液压接头
流体配套
技术支持
液压软管安装指南:10个核心要点杜绝泄漏与早期失效
发布时间:2025-03-28 点击次数:3
液压软管安装不当是导致泄漏、爆管和早期失效的首因。本文提供一份详细的安装指南,涵盖弯曲半径控制、长度补偿、防扭转、防磨损等10大核心要点,并详解清洁与防护要领,帮助您提升设备可靠性,大幅降低维护成本。
安装,是软管寿命的第一道关卡
高达80%的液压软管早期故障,并非源于产品本身,而是由于安装不当。一次错误的弯曲、一次不经意的扭绞,都可能让一根高性能软管的寿命缩短70%以上。正确的安装,是确保液压系统可靠、降低维护成本最经济且最有效的措施。
本指南将系统性地拆解液压软管安装的10大核心要点,带您避开常见陷阱,将软管性能发挥到极致。
第一章:布线规划三原则——从源头避免应力
原则一:严守最小弯曲半径
核心要点:绝对禁止弯曲半径小于制造商推荐值。
实操建议:布线时,使用弯曲半径规或自制模板进行校验,确保软管自然弯曲,无急弯、折痕。
价值:违反此原则会直接导致增强钢丝疲劳折损,是软管爆裂的主要诱因。
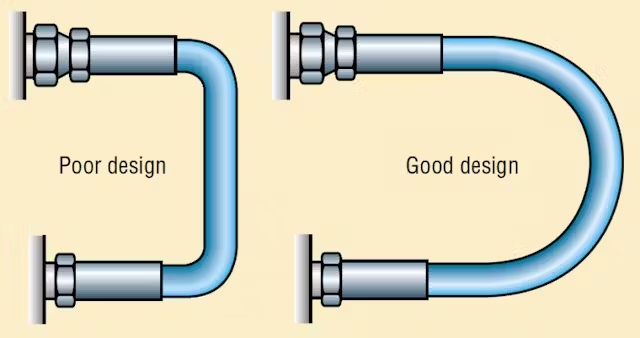
图 1.使软管组件足够长,并以防止超过最小弯曲半径建议的方式布线。
原则二:预留长度,补偿压力形变核心要点:软管加压后可能收缩高达4%。切割时必须预留余量。
实操建议:测量好所需长度后,额外增加2%-4% 作为补偿。确保在压力下,软管与接头连接处不受拉应力。
价值:防止接头被拉脱(俗称“接头吹出”),避免严重泄漏事故。
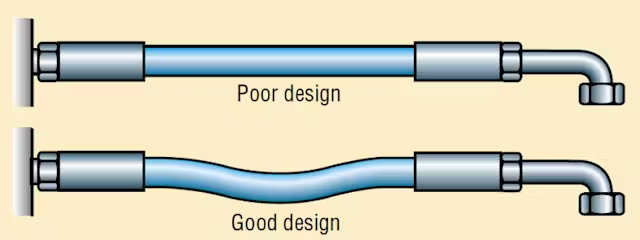
图 2.为防止软管与接头接口处产生过大的应力,请使软管足够长,以允许收缩和膨胀。
原则三:杜绝多平面弯曲与扭转核心要点:软管应在单一平面内弯曲。扭转是“软管杀手”。
数据警示:高压软管仅扭绞7°,即可使其寿命缩短90%。
解决方案:
1.重新布线:优先调整路径,使其自然平顺。
2.使用软管夹:在无法避免的弯头之间安装卡箍,释放扭转应力。
3.分段连接(备选):在复杂路径下,使用接头连接多段软管(但会增加泄漏点)。
专业提示:在设备维护手册中,明确标注关键软管的长度、弯曲半径和卡箍位置,确保每次更换都准确无误。
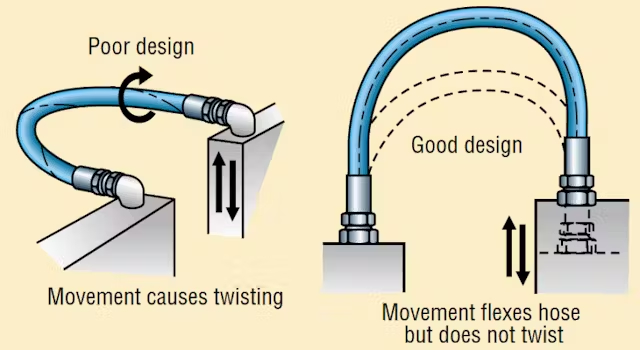
图 3.左图显示了软管如何扭曲,因为它在一个平面上弯曲,而摆动运动在第二个平面中弯曲。重新布线软管可消除多平面弯曲。
第二章:运动与防护——应对动态工况
要点四:为运动部件设计专属路径
场景:液压缸、摆动马达等动态连接。
核心要点:软管长度必须满足整个运动行程,并在极限位置仍满足最小弯曲半径。
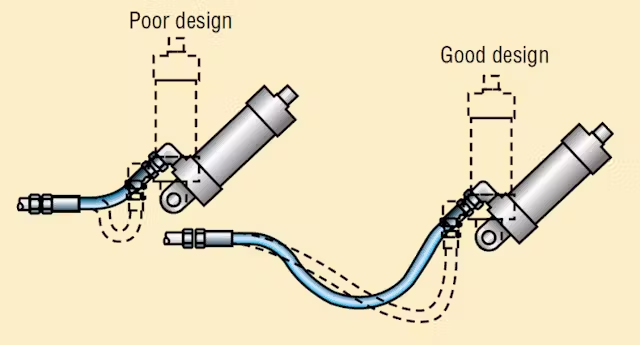
图 6.当气缸旋转时,左侧的设计提供了足够的软管长度,但当气缸垂直时,软管的弯曲半径太小。增加软管长度并提供更大的间隙会产生更大的弯曲半径。
解决方案:使用旋转接头,可有效减少软管弯曲,简化布线,延长寿命。
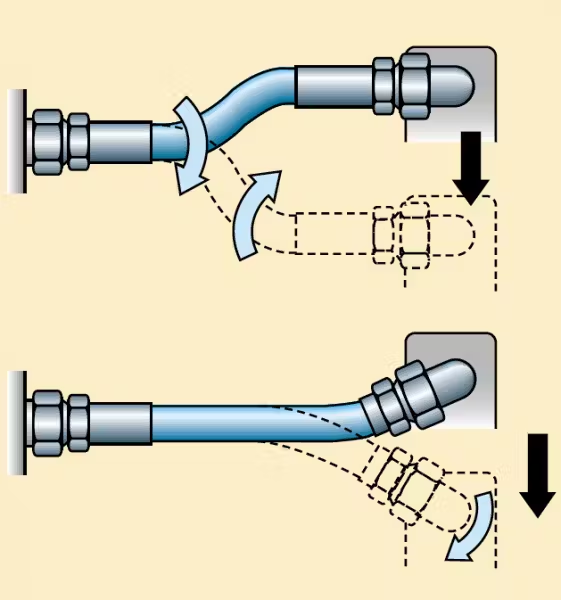
图 7.旋转接头可以通过减少机器元件之间的相对运动引起的弯曲量来延长软管的使用寿命。它们还通过简化软管的安装和更换来帮助维护。
要点五:主动防护,对抗“头号杀手”——磨损数据:约80% 的软管故障源于外部物理损伤,其中磨损居首。
防护措施:
软管夹:固定软管,防止其与设备表面摩擦。
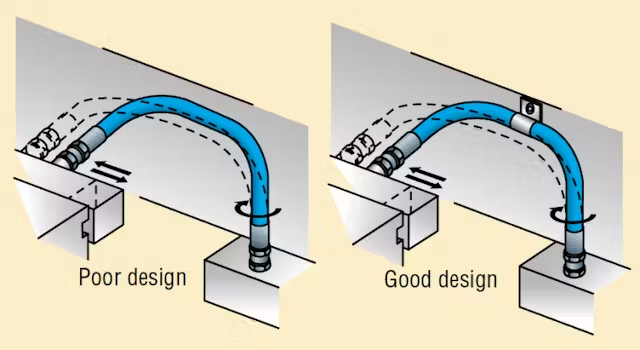
图 4.当无法避免多平面弯曲时,在弯头之间安装软管夹,并在卡箍的两侧提供足够的软管长度,以放松扭转并补偿软管收缩。
保护套:弹簧护套:防压碎、防刮擦。
织物/塑料护套:防磨粒侵入,并可捆绑多根软管。
安装注意:卡箍应紧贴但不压扁软管;护套两侧需留有余量以适应软管伸缩。
第三章:环境与系统适应性设计
要点六:电气安全与静电控制
导电风险:在电线附近或易燃环境,标准钢丝增强软管可能导电,引发风险。
解决方案:选择制造商提供的非导电型软管。
静电问题:流体摩擦产生静电,可能击穿软管壁。
解决方案:使用导电内胶层软管,将电荷导向接头接地。
要点七:热管理,内外兼防
外部热源:远离排气管等高温部件,或加装隔热护套。
内部热源:液压油温是隐形杀手。油温仅持续超出推荐值18°F (10°C),软管寿命可能减半。务必监控系统油温。
要点八:整洁布线,提升可维护性
价值:整齐的管路不仅美观,更能防止缠结、相互摩擦,并极大方便故障排查和部件更换。
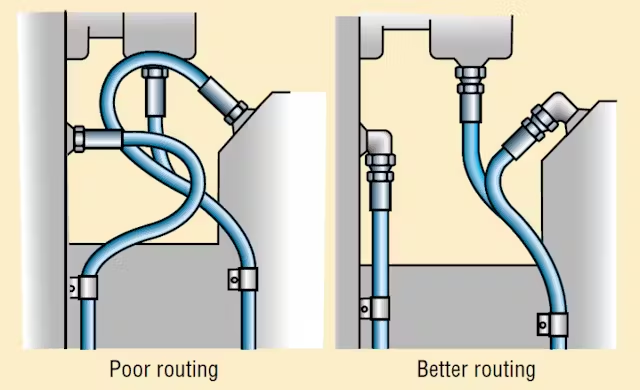
图 8.缺乏规划会导致最左侧的软管布线杂乱无章,这会使维护复杂化,甚至会缩短软管的使用寿命。经过深思熟虑的布线和末端配件配置的选择(近左侧)使组件更可靠,更易于维护和故障排除。
接头使用哲学:精简使用,以减少泄漏点;但在必要时,使用弯头接头可以简化安装,避免软管扭绞。
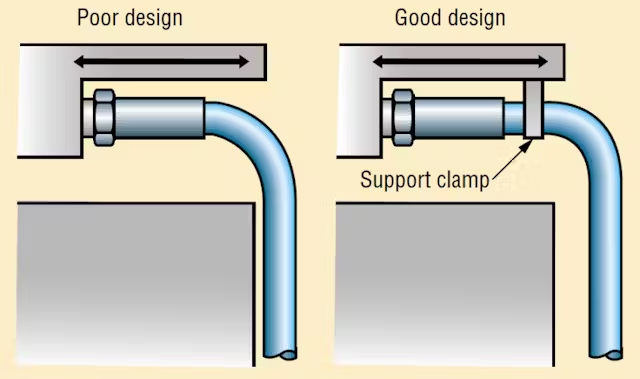
图 5.软管夹可以防止软管远离会摩擦的表面,从而防止磨损。
第四章:至关重要却常被忽视的环节——清洁
要点九:切割与准备,杜绝内部污染
切割方式:
锯齿刀:适用于单/双钢丝编织软管。
砂轮切割机:高效,但必须彻底清除研磨碎屑!
隐藏污染源:刮胶、压接过程会产生金属碎屑,储存期间会侵入污染物。
要点十:安装前,必须进行内部清洁
基础方法:使用洁净干燥的压缩空气吹扫。
高效方法:高速双向冲洗,效果最佳但设备昂贵、耗时。
经济高效的现代方案:海绵球(Pigging)清洗技术。通过压缩空气发射海绵球穿越软管,能快速、有效地推出污染物,在成本与效果间取得绝佳平衡。
最后一步:清洁后,立即为两端安装防尘帽/堵头,直至连接前一刻才取下。
总结:液压软管安装自查清单
在完成一次软管安装后,请对照此清单进行检查:
弯曲半径:所有弯角均 ≥ 推荐最小值,无急弯。
长度余量:已预留2%-4%的收缩余量,接头处无拉力。
无扭转:软管无任何扭绞迹象。
固定可靠:软管夹安装正确,无过紧或松动。
防护到位:高磨损区域已加装护套。
运动测试:动态部件在全行程中,软管无拉伸或过度弯曲。
内部清洁:已使用压缩空气或更佳方式清洁内部。
端口保护:安装前,端口防尘帽始终未取下。
立即行动:将这份指南分享给您的安装与维护团队。从下一个组件开始,实践这些规范,将软管故障率降至最低。
-
满500免运费
-
国际品牌厂家直供
世界 知名企业 产品直供
-
品种规格齐全
73个大类,2321个小类
-
20000现货
现货产品4点前付款
当天发货