

部分区域订单满500
免运费
当前位置:首页 > 公司动态
全部产品
工业软管
高压油管
模具软管
塑料软管
复合软管
金属软管
测压软管
硅胶管
生物制药
工业接头
液压接头
流体配套
公司动态
导电软管组装终极指南:如何一步步制作防静电工业软管
发布时间:2025-03-28 点击次数:6
【安全警告】不当组装的“导电”软管是潜在的爆炸源。本文基于派克汉尼汾(Parker)TECH PA 2016.01.004技术标准,为您提供一套标准、安全的导电工业软管组件制造流程,旨在彻底消除静电积聚带来的火灾与人身伤害风险。

您可能还记得 关于橡胶软管导电性的博客。在这篇博客中,我们讨论了除非软管被明确指定为导电或不导电,否则您必须假设软管的电气特性在制造过程中不受控制,并且软管的导电性可能会随着每次生产运行而改变,恕不另行通知。在这篇博客中,让我们看看可以做些什么来使您的工业软管组件导电,以驱散静电积聚。
在进一步讨论之前,这里有一些注意事项:一些颗粒或液体通过软管的移动可能会导致有害的静电积聚。不受控制的静电积聚可能会导致电击和/或火花放电,从而导致可燃材料着火,从而导致财产损失、人身伤害或死亡。由于没有适用于工业软管组件、应用和服务的通用导电率/电阻率标准,并且由于软管组件可能用于非制造应用,因此 Parker 建议将所有包含接地元件的软管组件接地。软管组件(如螺旋线和静电线)可用于安全地将静电荷传导至大地。应注意正确准备、制造和测试工业软管组件的导电性 - 请参阅下面的指南。Parker 建议使用以下指南来制造有助于静电消散的工业软管组件。这些指南可能被政府、行业和/或客户要求、法规、规范或标准所取代。
接地工业软管组件制造指南
本指南改编自派克汉尼汾文档 TECH PA 2016.01.004 工业软管组件接地。
接地仅用于消除静电 - 接地软管组件不应代替电线管。
1.确定并检查适当的软管组件组件
A.咨询客户/最终用户,以获取尺寸、内部和环境温度、应用描述、有关输送介质的信息、工作压力、终端配置、输送预期以及满足应用要求的所有其他数据。
B.选择最合适的装配体零部件。
C.检查所有组件的标识和尺寸、外观、清洁度、质量是否符合任何要求的规格。
2.确定软管组件长度
A.确定应用所需的软管总长度。
B.计划安装软管总成时不要扭结或严重弯曲(尤其是在接头接口处),并有足够的松弛度以允许在加压下收缩,并将软管舒适地连接到连接处,而不会拉伸、扭曲或以其他方式对总成施加压力。
C.允许可能适用的任何其他特定于应用程序的条件。
3.确定软管切割长度
A.软管的长度将短于软管组件的长度。
B.通过计算总组件长度减去每个接头将插入软管两端的长度来确定软管的长度。公式:软管切割长度 = 软管总长度 - C1 - C2(其中 C1 = 接头长度减去第 1 个接头的插入深度,C2 = 接头长度减去第 2 个接头的插入深度)
4.切割软管
A.将软管剪直/垂直于其轴线。
B.使用钢锯或电动刀片切割工具。谨慎:剪断的电线末端可能很锋利。
C.切割后清洁软管的内径。

5.测量软管电导率
A.使用钳子或其他适当的工具,手动从软管主体上拔出所有电线,长度约为 1/2 英寸。
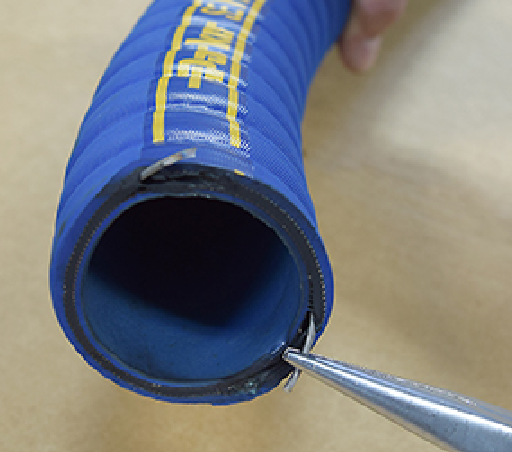
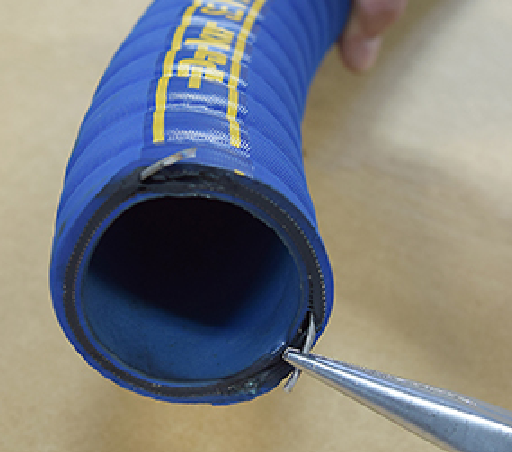
i.对于厚壁软管,可能需要提取超过 1/2 英寸的电线。确保导线长度不超过连接杆的长度。
ii.某些软管包含多个螺旋线或多个静态线。
B.将软管放在干净、干燥、不导电的表面上。
C.在每根电线的每个端接处连接欧姆表的金属引线。
D.施加测试电压 (9V) 并测量电阻 5 秒±施加电压后 1 秒。
E.电导率等级标准
i.应用可能受特定电导率要求的约束,这些要求优先于:由联邦、州或地方政府法律、法规或法令制定的要求,和/或由行业标准组织制定的要求,和/或由客户/最终用户制定的要求
ii.对于上述未涵盖的应用,派克建议使用以下测量标准来鉴定软管总成:< 10 欧姆电阻
iii.记录并安全地存储客户/测试数据。
注意:完成的软管组件还需要进行电气测试。
6.制造软管组件
A.将电线的每一端弯曲在软管壁上,靠在软管的内管上。这将使软管组件为金属丝/金属接头柄之间的直接接触做好准备。为了最大限度地接触插入的柄部,请保持电线与软管的轴线平行。
注意: 不要刺穿软管的内管。
注意: 过长的导线长度可能会超过耦合柄的长度,从而在插入/连接柄时形成泄漏路径。

B.确保在接头安装过程之前和/或期间,电线的每一端都牢固就位,并且不会从软管的内径中退出。
C.将此过程应用于软管的每一端。
D.连接耦合。
i.对于 Parker 软管,请咨询 CrimpSource® 了解扣压规格,包括扣压接头名称。请遵循 CrimpSource 压接规范以及 Parker 压接器作手册中所示的压接程序。
ii.将锥箍的肩部相对于软管末端的指定位置对齐。
iii.使用油性铅笔或类似的标记设备,在密封垫圈终止位置的软管盖上标记

iv.使用虎钳或类似设备将软管固定到位,以防止在接头插入过程中移动和可能损坏软管的内管,并确保接头正确对齐。谨慎:在固定软管的过程中,请勿损坏软管。

v.如果需要帮助插入过程,请用肥皂水润滑软管的内管和接头的柄部。谨慎:请勿切割或削皮软管的内管,或锉平接头的柄部,或以任何方式更改软管组件。在未事先咨询软管和接头制造商之前,请勿使用其他润滑剂。检查连接处,确保与软管盖上的标记相比没有接头打滑或错位。
vi.将此过程应用于软管的每一端。
E.电导率测量程序


i.将软管放在干净、干燥、不导电的表面上。
ii.必须将端部配件和测试仪器(欧姆表)之间的接触电阻降至最低。
iii.将欧姆表的金属引线直接连接到每个联轴器的每个端头。
iv.施加测试电压 (9V) 并测量电阻 5 秒±施加电压后 1 秒。
F.电导率等级标准
i.应用可能受特定电导率要求的约束,这些要求优先于:由联邦、州或地方政府法律、法规或法令制定的要求,和/或由行业标准组织制定的要求,和/或由客户/最终用户制定的要求
ii.对于上述未涵盖的应用,派克建议使用以下测量标准来鉴定软管总成:< 10 欧姆电阻
iii.记录并安全地存储客户/测试数据。
7.在应用程序中安装软管组件
A.确保软管组件的每个接头都与接地固定装置保持安全的金属对金属接触。
用户责任
由于软管和接头的工作条件和应用多种多样,派克不代表或保证任何特定的软管或接头适用于任何特定的最终用途系统。本文件并未分析在选择组件或制造和测试软管组件时必须考虑的所有技术参数。用户通过自己的分析和测试,全权负责做出产品的最终选择;确保满足用户的要求,并且应用程序不会造成健康或安全危害;在使用产品的设备上提供所有适当的健康和安全警告;以及确保遵守所有适用的政府和行业标准。
-
满500免运费
-
国际品牌厂家直供
世界 知名企业 产品直供
-
品种规格齐全
73个大类,2321个小类
-
20000现货
现货产品4点前付款
当天发货